
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Kancing Las Benang Internal
Kancing las benang internal sing dipasang kanthi bener, asale saka pemasok sing dipercaya, nggawe sambungan sing kuat lan dipercaya kanthi kemampuan tegangan lan geser sing dhuwur, njamin kualitas sing konsisten ing saben proyek. Kanthi pengalaman luwih saka sepuluh taun, Xiaoguo® wis mbangun hubungan klien sing kuwat lan nggawe kemitraan sing dipercaya karo pemasok utama.
Model:Q 110-2012
Kirim Pitakonan
Deskripsi Produk
Ing nggawe piranti, kayata oven, kulkas, mesin cuci, kandang las benang internal nahan panel njaba, braket internal, insulasi, lan tabung kabel ing papan, lan nindakake kanthi resik lan efisien. Kanggo kasus elektronik, panel kontrol, lan switchgear, padha nyedhiyakake bintik-bintik benang sing kuwat kanggo masang tali grounding, masang papan sirkuit, lan nyepetake bagean. Iki nggawe barang-barang kanthi listrik aman lan mekanis stabil tanpa ngrusak struktur kasus kasebut.
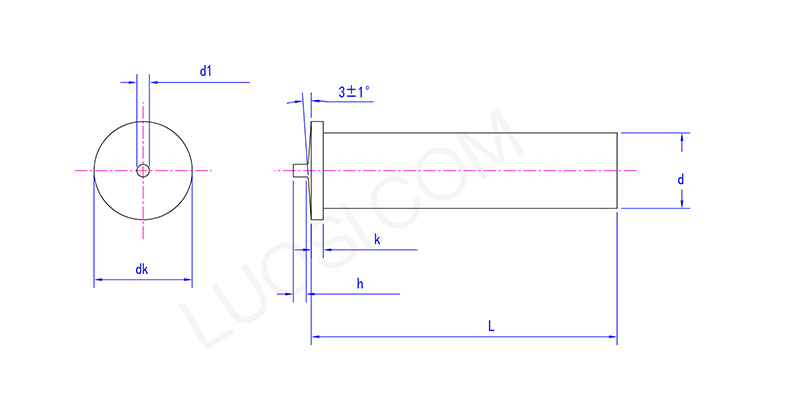
| Mon | Φ3 |
Φ4 |
Φ5 |
Φ6 |
| d maks | 3.1 | 4.1 | 5.1 | 6.1 |
| d min | 2.9 | 3.9 | 4.9 | 5.9 |
| dk maks | 4.7 | 5.7 | 6.7 | 7.7 |
| dk min | 4.3 | 5.3 | 6.3 | 7.3 |
| d1 maks | 0.68 | 0.73 | 0.83 | 0.82 |
| d1 min | 0.52 | 0.57 | 0.67 | 0.67 |
| h maks | 0.6 | 0.6 | 0.85 | 0.85 |
| h min | 0.5 | 0.5 | 0.75 | 0.75 |
| k maks | 1.4 | 1.4 | 1.4 | 1.4 |
| k min | 0.7 | 0.7 | 0.8 | 0.8 |
Cara perawatan permukaan:
Kancing las benang internal biasane ditindakake perawatan permukaan kanggo nambah umur layanan. Cara perawatan umum kalebu galvanisasi, sing bisa dilapisi utawa disimpen sacara mekanik. Iki minangka pendekatan biaya-efektif sing nyedhiyakake kemampuan pencegahan karat dhasar kanggo dheweke. Ing skenario panggunaan sing luwih abot, protrusions bisa diolah nganggo lapisan utawa mung digawe saka stainless steel. Ing kasus iki, sampeyan kudu milih lapisan sing kompatibel lan cocok kanggo proses welding, lan mesthekake yen materi utawa lapisan sing dipilih cocok kanggo lokasi instalasi lan nggunakake skenario saka protrusions. Kanthi cara iki, padha bisa dadi awet sabisa.
Jumlah Pesenan Minimal lan Diskon:
Kanggo paling kandang las thread internal, wektu biasanipun kanggo njaluk wong siap (FOB) sawise konfirmasi pesenan 25 kanggo 35 dina. Pesenan minimal ekspor standar kita biasane siji cilik utawa siji palet, nanging iki bisa fluktuasi, utamane kanggo sawetara ukuran sing duwe volume dhuwur.
Hot Tags: Kancing Las Benang Internal, China, Produsen, Pemasok, Pabrik
Kategori sing gegandhengan
Kirim Pitakonan
Mangga bebas menehi pitakon ing formulir ing ngisor iki. Kita bakal mangsuli sampeyan ing 24 jam.








