
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


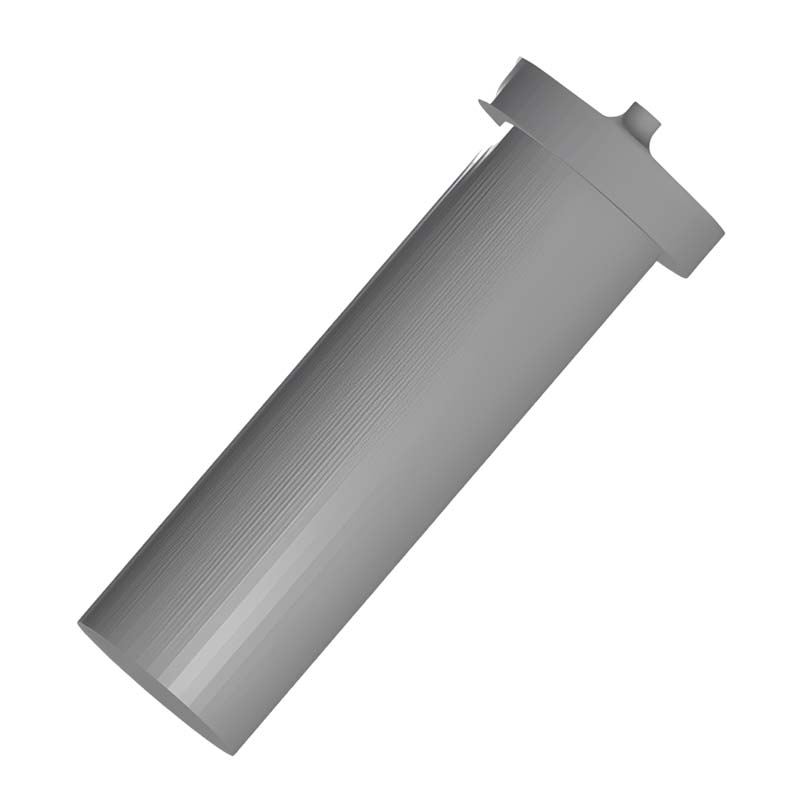
Sekrup Welding Titik Tunggal
Sekrup welding titik siji duwe protrusion tunggal sing bisa nyawiji sajrone proses pengelasan, saengga nggawe sambungan sing konsentrasi karo permukaan logam. Desain siji-titik bisa localize panas. Pabrik Xiaoguo® duwe stok akeh. Sampeyan bisa hubungi kita.
Model:DIN 32501-2-1991
Kirim Pitakonan
Deskripsi Produk
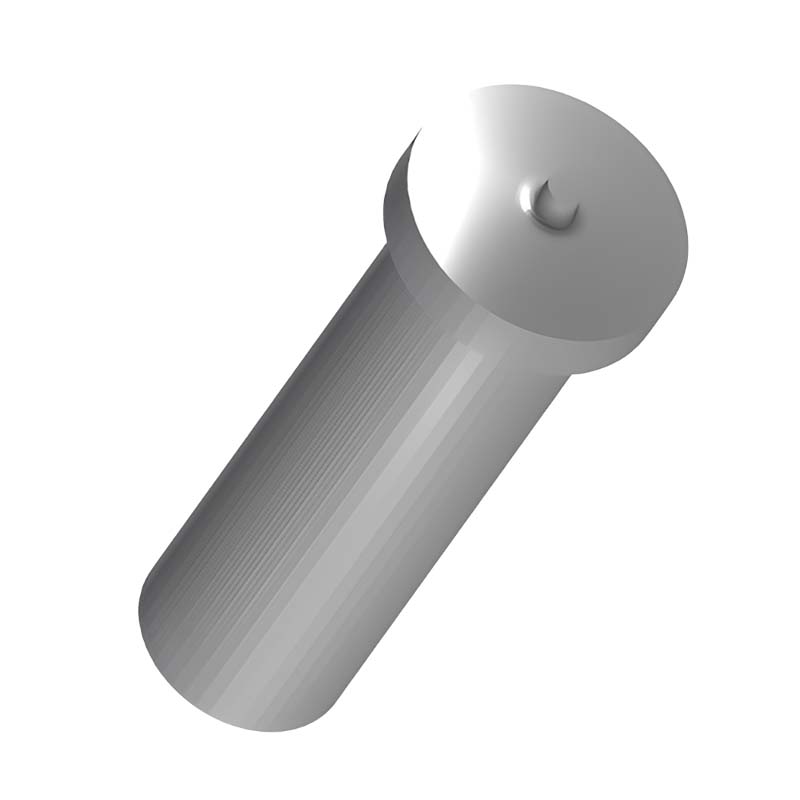
Sekrup welding titik siji utamané dumadi saka rod sekrup lan sirah. Bagian sekrup ora duwe benang. Sirah nduweni desain khusus kanthi protrusi sing runcing. Protrusion iki dirancang khusus kanggo welding. Ukuran sing beda bisa nyukupi skenario panggunaan sing beda.
Kaluwihan produk
Sekrup welding titik siji bisa diatasi kanthi mung siji weld konsentrasi. Pencet menyang logam, tarik gun welding, lan titik cilik bakal langsung nyawiji, fusing sirah sekrup. Proses rampung ing kurang saka detik. Ora ana pengeboran utawa kacang sing dibutuhake. Mung weld siji dibutuhake kanggo fiksasi.
Sekrup weld titik siji bisa digunakake ing wilayah sing ora bisa digayuh bor. Bisa digunakake kanggo welding vertikal, welding munggah pangkat utawa welding sudhut. Gun welding bisa ngrampungake karya tanpa kuwatir bab kontak mburi utawa masalah longkangan. Padha bisa nembus piring logam. Bisa langsung dilas menyang logam sing dicet, baja galvanis utawa permukaan sing rada karat. Iki ngirit wektu reresik.
Sekrup weld iki bisa digunakake bebarengan karo gun welding portabel. Bisa digunakake kanggo ndandani panel truk utawa peralatan ing situs kanthi sumber daya 110V. Ora ana mesin welding abot sing dibutuhake; mung plug ing sumber daya. Gabungan sekrup sing apik bakal mbentuk cincin cilik lan seragam ing ngisor sirah sekrup. Nindakake tes torsi; asil tenan nuduhake sukses; asil rotasi nuduhake yen perlu maneh.
Fitur Produk lan Parameter
Fitur khas saka sekrup welding titik siji yaiku protrusion ing sirahe. Sajrone proses welding, saiki bisa klempakan ing titik iki, nyebabake wilayah panas munggah cepet lan ngrampungake operasi welding. Wangun lan ukuran sing wungu iki wis dirancang kanthi tepat kanggo njamin kualitas welding.

|
Mon |
M3 | M4 | M5 | M6 |
|
dk maks |
4.7 | 5.7 | 6.7 | 7.7 |
|
dk min |
4.3 | 5.3 | 6.3 | 7.3 |
|
dp maks |
0.73 | 0.73 | 0.83 | 0.83 |
|
dp min |
0.57 | 0.57 | 0.67 | 0.67 |
|
z maks |
0.6 | 0.6 | 0.85 | 0.85 |
|
z min |
0.5 | 0.5 | 0.75 | 0.75 |
|
k maks |
1.4 |
1.4 |
1.4 |
1.4 |
|
k min |
0.7 | 0.7 | 0.8 | 0.8 |
Hot Tags: Sekrup Welding Titik Tunggal, China, Produsen, Supplier, Pabrik
Kategori sing gegandhengan
Kirim Pitakonan
Mangga bebas menehi pitakon ing formulir ing ngisor iki. Kita bakal mangsuli sampeyan ing 24 jam.








