
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



Ketik kandang jaran
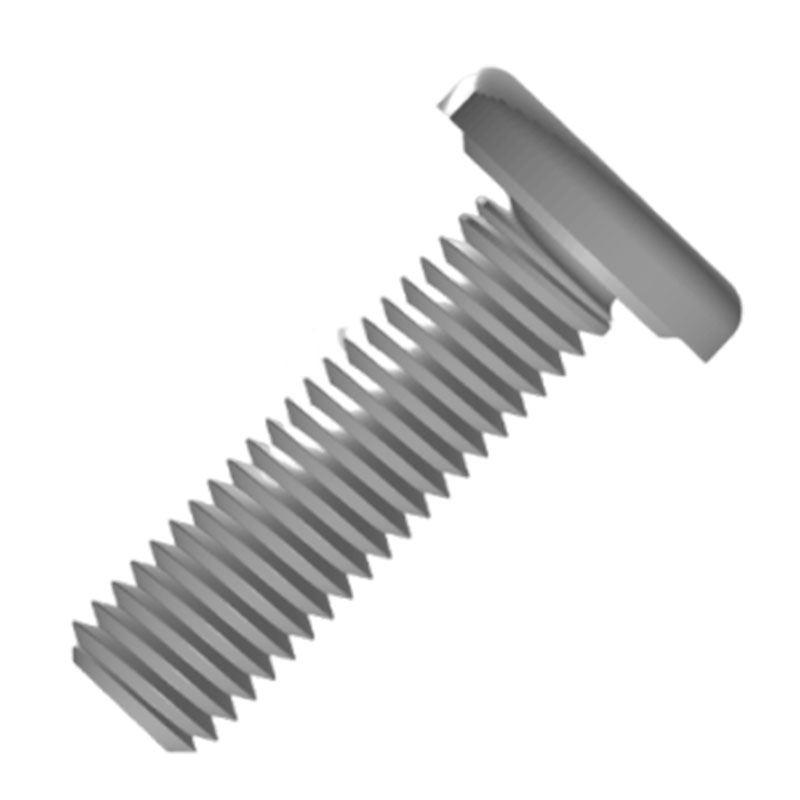
Gegayuhan welang jinis nggambarake suppluer supplier Xiaoguo® tundhuk karo standar IFI 148-4-2002. Ing tanduran manufaktur, umume digunakake kanggo nyambungake komponen logam sing tebal, lan aman welasan komponen kasebut penting banget. Kita bisa nawakake conto gratis.
Model:IFI 148-4-2002
Kirim Pitakonan
Deskripsi Produk
Ketik gagang weld projects duwe bentuk sirah sing rata gedhe, kanthi permukaan sing lancar lan rata, sing bisa nambah area kontak karo permukaan komponen sing disambung. Dheweke asring digunakake ing sambungan piring tipis lan komponen hiasan.
Fitur Produk
Kanthi kandang benang kanthi titik kanthi oval kanthi benang duwe benang mlaku-mlaku ing kabeh kandhang, kanthi siji mboko sithik nyemprotake menyang sirah sing ora luh. Kaya pandhuan, nuntun kandang lancar menyang bolongan sajrone nginstal. Iki tegese sampeyan kurang bisa ngrusak benang ing bagean kasebut, utamane nalika operasi kanthi manual utawa ing ruang sempit. Gunakake nut standar ing mburi liyane.
Sawise welding wis rampung, kandhutan jinis weld nggambarake kanthi nggunakake sambungan kekuatan kanthi bahan kerja, bisa nuwuhake pasukan tensile sing gedhe, pasukan lan getaran. Malah sajrone panggunaan jangka panjang, nalika kena karo pasukan njaba utawa geter peralatan, ora bisa diluncurake utawa tiba, kayata colume baja ing antarane baja kelainan baja, sing bisa njamin stabilitas struktur bangunan.
Akurasi Processing Utas saka ramalan jambon sing nggambarake dhuwur. Dheweke kanthi rapet lan lancar kanthi kacang utawa komponen standar kanthi benang internal, lan ora bakal ana masalah kayata slip utawa utangan benang sajrone instalasi. Iki mesthekake yen instalasi sakteruse komponen liyane bisa rampung kanthi gampang lan akurasi, saéngga ningkatake kualitas patemon sakabehe.
Studs Weld Projeksi Jinis Gampang banget kanggo ngoperasikake lan ora mbutuhake proses posisi sing kompleks. Sajrone proses welding, desain sing ditimbulake khusus ing sirah kasebut supaya kanthi cepet kanggo netepi potongan welding. Sawise peralatan welding kasebut dikembangake, mula ana bagean cair kanthi cepet, kanthi kenceng kandang jaran menyang potongan welding. Iki signifikan nyuda wektu instalasi lan nambah efisiensi produksi.
Parameter Produk

|
Mon |
# 4 |
# 6 |
# 8 |
# 10 |
1/4 | 5/16 | 3/8 | 1/2 |
|
P |
40 |
32 | 32 | 24 | 20 | 18 | 16 | 13 |
|
DK Max |
0.26 | 0.323 | 0.385 | 0.448 | 0.575 | 0.755 | 0.88 | 1.005 |
|
DK Min |
0.24 | 0.030 | 0.365 | 0.428 | 0.555 | 0.725 | 0.85 | 0.975 |
|
k max |
0.046 | 0.052 | 0.068 | 0.068 | 0.083 | 0.099 |
0.114 |
0.146 |
|
K Min |
0.036 | 0.042 | 0.058 | 0.058 | 0.073 | 0.089 | 0.104 | 0.136 |
|
D1 |
0.195 | 0.219 | 0.266 | 0.328 | 0.422 | 0.531 | 0.641 | 0.72 |
|
h max |
0.013 | 0.015 | 0.018 | 0.02 | 0.027 | 0.033 | 0.037 | 0.047 |
|
H min |
0.008 | 0.01 | 0.013 | 0.015 | 0.021 | 0.027 | 0.031 | 0.041 |
|
e |
0.022 | 0.025 | 0.031 | 0.035 | 0.048 | 0.06 | 0.068 | 0.088 |
|
r max |
0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 | 0.06 |
Hot Tags: Ketik urutan weld project, China, Produsen, Supplier, Pabrik
Kategori sing gegandhengan
Kirim Pitakonan
Mangga bebas menehi pitakon ing formulir ing ngisor iki. Kita bakal mangsuli sampeyan ing 24 jam.








