
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Kekuwatan Dhuwur Weld Hexagon Nuts Kanthi Flange
Diprodhuksi saka baja sing bisa dilas kaya baja karbon utawa baja tahan karat, kacang heksagon las kanthi kekuatan dhuwur kanthi flange nawakake daya tahan lan kualitas tahan korosi.
Model:QC/T 872-2011
Kirim Pitakonan
Deskripsi Produk
Apa sing ndadekake kacang heksagon weld kekuatan dhuwur kanthi flange beda yaiku digawe kanggo dilas. Biasane, ana bagean cilik kanggo welding, ring cilik utawa bump, ing ngisor flange, utawa bisa uga pinggiran angled khusus disiapake. Bagian sing diunggahake iki leleh dhisik nalika sampeyan ngelas (bisa welding busur utawa proyeksi), sing mbantu nggawe ikatan sing kuat, rata, jero ing antarane dasar flange lan potongan sing sampeyan gunakake. Mangkono, iku tetep ditempelake permanen.
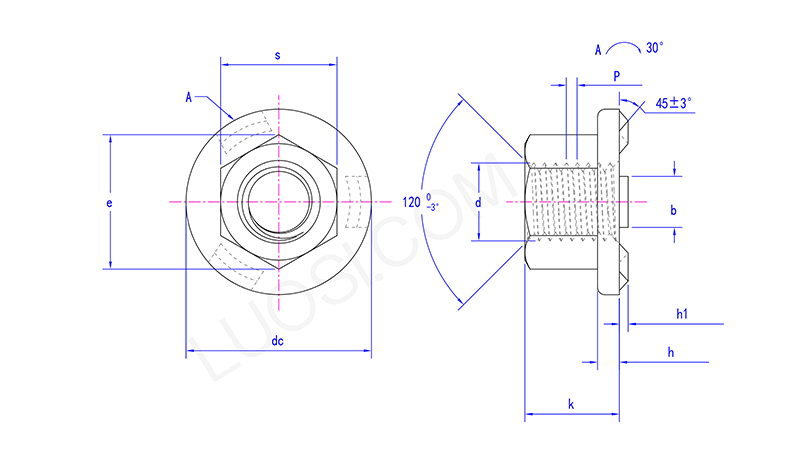
Parameter spesifik:
Parameter kayata sudhut setengah benang, panyimpangan pitch lan toleransi diameter pitch saka benang metrik ngetutake standar kayata ISO 965-1, GB / T 197 utawa DIN 14. Iki tegese bisa diganti yen perlu lan kacang bisa dicopot kanthi tepat. GB / T 197 utawa DIN 14. Padha bisa diganti yen perlu lan perkakas bisa ngaco dhateng wong-wong mau sabenere.
| Mon | M5 | M6 | M8 | M10 | M12 | M14 | M16 |
| P | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 |
| h1 maks | 0.9 | 0.9 | 1.1 | 1.3 | 1.3 | 1.3 | 1.3 |
| h1 min | 0.7 | 0.7 | 0.9 | 1.1 | 1.1 | 1.1 | 1.1 |
| dc maks | 15.5 | 18.5 | 22.5 | 26.5 | 30.5 | 33.5 | 36.5 |
| dc min | 14.5 | 17.5 | 21.5 | 25.5 | 29.5 | 32.5 | 35.5 |
| e min | 8.2 | 10.6 | 13.6 | 16.9 | 19.4 | 22.4 | 25 |
| h maks | 1.95 | 2.25 | 2.75 | 3.25 | 3.25 | 4.25 | 4.25 |
| h min | 1.45 | 1.75 | 2.25 | 2.75 | 2.75 | 3.75 | 3.75 |
| b maks | 4.1 | 5.1 | 6.1 | 7.1 | 8.1 | 8.1 | 8.1 |
| b min | 3.9 | 4.9 | 5.9 | 6.9 | 7.9 | 7.9 | 7.9 |
| k min | 4.7 | 6.64 | 9.64 | 12.57 | 14.57 | 16.16 | 18.66 |
| k maks | 5 | 7 | 10 | 13 | 15 | 17 | 19.5 |
| s maks | 8 | 10 | 13 | 16 | 18 | 21 | 24 |
| s min | 7.64 | 9.64 | 12.57 | 15.57 | 17.57 | 20.16 | 23.16 |
Efek saka Directness lan Kekandelan ing Kinerja:
Ukuran flange ing kacang hexagon las iki mengaruhi cara nyebarake beban, carane bisa nangani getaran, lan carane kuwat las kasebut. Flange sing luwih gedhe utawa luwih kandel tegese luwih stabil lan luwih kontak karo permukaan. Milih ukuran flange sing tepat kanggo kacang-kacangan iki penting kanggo kerjane sendi.
Hot Tags: Kacang Hexagon Weld High Strength Kanthi Flange, China, Produsen, Supplier, Pabrik
Kategori sing gegandhengan
Kacang Hexagon
Kacang persegi
Kacang Hexagon Flange
Lock Nut
Kacang Kacang
Hexagon Slotted Nut
Tangan Screw The Nut
Kacang Bulat
Kacang Hub
T-nut
Kacang Reed
Kacang liyane
Kirim Pitakonan
Mangga bebas menehi pitakon ing formulir ing ngisor iki. Kita bakal mangsuli sampeyan ing 24 jam.








